

电 话:0515-82343999
传 真:0515-82323335
邮 箱:zntsj@126.com
网 址:www.jscftsj.com
地 址:射阳县创业园区大兴路20号

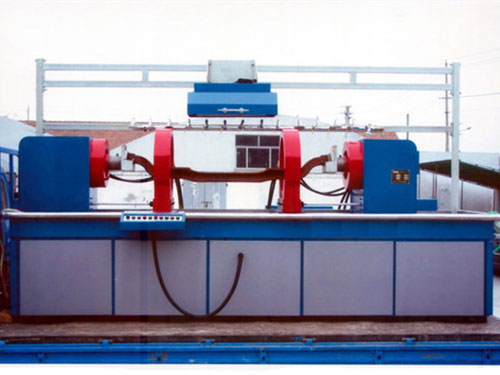
周向磁化电流AC:0—3000A连续可调,带断电相位控制(无漏检)。纵向磁化磁势AC:0—16000AT连续可调,带断电相控制(无漏检)。电源:三相四线,380V±10%,50HZ,约100A。探伤节拍:一次一只日产8小时不少于3500件。电极距离:0—200mm。磁化原理:通电、磁轭法。 磁化办法:周向磁化通电、纵向磁化、复合磁化三种可活络选用。紫外线强度:距工件380mm处紫外线强度不少于800μW/cm2。活络度检验:按中华人民共和国机械行业标准JB/T6065—92《磁粉探伤用标准试片》规矩,以标准2号A型试片检验,闪现清楚。退磁:退磁机远离式退磁。剩磁:Br≤0.2mT。

磁粉探伤机可以直观的显示出缺陷的位置、大小、形状和严重度,而且检测灵敏度比较高,甚至可以检测出微米级宽度的缺陷;在检测时磁粉探伤机几乎不受工件大小和几何形状的影响;要是用于检测单个工件,其检测速度快,工艺简单,成本低,污染轻。下面呢,磁粉探伤机厂家来给大家简单介绍一下关于磁粉探伤机的使用注意事项分析:在探伤状态下,探伤仪每次通电时间不得超过0.5h,以免探头过热,如继续探伤,必需间隔0.5h后再通电使用,金属带锯床;磁粉探伤机温度不得高于40℃,空气相对湿润程度不得大于85%;探头通电后应立即探伤.其空载运行时间不得超过3min;每次探伤机探伤完毕,应将被检验测定零件与探头远离1m以上,然后再及时关闭电源,以得到最佳自己主动退磁效果。
消磁设备厂家提醒你当钢锭在凝结收缩时构成的不致密和孔穴没有被溶合时就会发作疏松,多存在于钢锭基地及头部。在工件铸锭中缩孔在铸造时切头量缺乏就会有缩孔缺陷,多见于锻件端部。搀杂有内涵搀杂、外来非金属搀杂和金属搀杂,多发作与钢锭基地及头部。优质消磁设备裂纹有铸造裂纹、铸造裂纹和热处理裂纹等,是因为铸造和热处理不当形成的,多发作于锻件外表或心部。白点是因为锻件含氢量较高,锻后冷却过快氢却来不及逸出形成的,首要集中于锻件大截面基地。

操作者必须经过培训合格后持证上岗,劳保用品穿戴齐全、整齐。详细检查仪器各部位是否良好,各部位接线是否牢靠。磁粉为非荧光干法黑磁粉,80-160目。作业准备:闭合电源开关。打开“电源开关”,电源接通,电源指示红灯亮。详细检查各表、按钮工作是否正常。检查干粉喷撒器喷撒状况,有无堵塞。灵敏度及提升力试验符合标准要求。探伤操作:将控制开关全部置于“开”的位置。均匀喷撒磁粉并磁化,磁轭移动过程中,应保证纵、横两个方向都能分别磁化,无漏探。作业时,要注意安全,工件吊运过程中,不得野蛮操作,防止造成人身事故。

对铁磁材料磁化时所施加的外加磁场强度高时,在材料中所产生在磁感应强度也高,这样,无损检测资源网表面缺陷阻挡的磁力线也较多,形成的漏磁场强度也随之增加。材料磁导率高的工件易被磁化,在一定的外加磁场强度下,在材料中产生的磁感应强度正比于材料的磁导率。在缺陷处形成的漏磁场强度随着磁导率的增加而增加。当材料中的缺陷越接近表面,被弯曲逸出材料表面的磁力线越多。随着缺陷埋藏深度的增加,被逸出表面的磁力线减少,到一定深度,在材料表面没有磁力线逸出而仅仅改变了磁力线方向,所以缺陷的埋藏深度愈小,漏磁场强度也愈大。如材料中的缺陷内部含有铁磁性材料(如Ni、Fe)的成分,即使缺陷在理想的方向和位置上时,也会在磁场的作用下被磁化。那么缺陷形不成漏磁场。缺陷的磁导率与材料的磁导率对漏磁场的影响正好相反,即缺陷的磁导率愈高,产生的漏磁场强度愈低。

磁粉探伤机检查适用于检查铁磁性资料工件外表和近外表尺度很小,空隙狭隘(如可检查出长0.1mm、宽为微米级)的裂纹和目视难以看出的缺点。适用于检查马氏体不锈钢和沉积硬化不锈钢资料,但不适用于检查奥氏体不锈钢资料(如1Cr18Ni9)和用奥氏体不锈钢焊条焊接的焊缝,也不适用于检查铜、铝、镁、钛合金等非磁性资料。适用于检查钢管、棒材、板材、型材和锻钢件、铸钢件及焊接件。适用于检查为加工的原资料(如钢坯)和加工的半制品、制品件及在役与使用过的工件。适用于检查工件外表和近外表的裂纹、白点、发纹、折叠、疏松、冷隔、气孔和搀杂等缺点,但不适用于检查工件外表浅而宽的划伤、针孔状缺点、埋藏较深的内部缺点和延伸方向与磁力线方向夹角小鱼20°的缺点。

0515-82343999
 | 地址 :射阳县创业园区大兴路20号 |
 | 服务热线:0515-82343999 |
 | 电话:0515-82323335 |
 | 邮箱:zntsj@126.com |

 苏公网安备32092402000342号
苏公网安备32092402000342号

